自動焊錫機焊點拉尖的原因分析與專業處理方法

自動焊錫機是現代電子制造業中至關重要的設備,其焊接質量直接關系到產品的可靠性與性能。在焊接過程中,焊點出現“拉尖”(又稱毛刺或冰柱現象)是常見的工藝缺陷之一。這不僅影響焊點的美觀,更可能降低電氣連接的穩定性,甚至引發短路等嚴重問題。本文將系統地分析自動焊錫機產生拉尖的主要原因,并提供一套專業、可行的處理方法,以幫助操作人員和工藝工程師優化焊接工藝,提升產品質量。
一、 自動焊錫機焊點拉尖的主要原因
焊點拉尖的本質是焊錫在離開焊點時,未能干凈利落地與烙鐵頭或焊盤分離,而是被拉伸成細長的尖錐狀并迅速凝固。其成因是多方面的,通常涉及設備參數、材料特性、工藝環境及操作技巧等多個環節。
- 溫度設置不當:這是最核心的原因之一。
- 烙鐵頭溫度過低:焊錫未能充分熔化、流動性差,在烙鐵頭抬起時,熔融焊料無法順暢回流,容易被“粘住”并拉長。
- 預熱溫度不足:對于需要預熱的PCB板或大型元件,板面或元件引腳溫度不夠,焊錫接觸到低溫表面會迅速凝固,形成拉尖。
- 送錫參數不合理:
- 送錫量過多:過量的焊錫在焊點處堆積,烙鐵頭離開時,多余焊錫被帶起形成拉尖。
- 送錫與退錫時序不協調:送錫結束后,烙鐵頭未做短暫停留(讓焊錫充分浸潤)或退錫速度過快,導致焊錫被機械性地拉扯開來。
- 送錫位置不精準:錫絲未準確送至烙鐵頭與焊盤的交界處最佳熱傳導位置,導致局部熔化不良。
- 設備與材料問題:
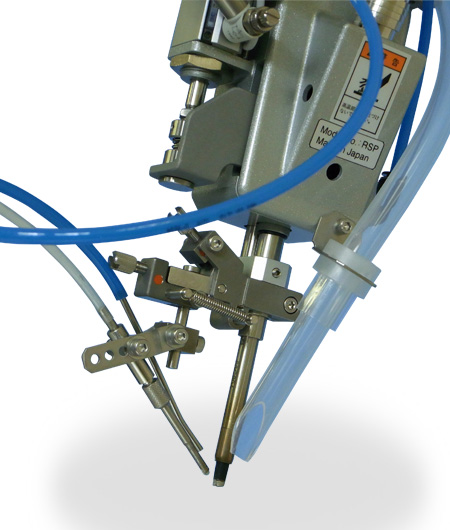
- 烙鐵頭狀態不良:烙鐵頭氧化、磨損、沾污(如殘留助焊劑碳化物或舊錫渣),導致其導熱性能下降、潤濕性變差,焊錫無法平滑流動。
- 錫絲質量不佳:助焊劑含量不足、活性不強或分布不均,芯內雜質過多,都會影響焊錫的熔化與流動特性。
- 焊盤或引腳可焊性差:PCB焊盤或元件引腳氧化、污染,潤濕能力不足,焊錫難以鋪展,容易縮聚成球并被拉尖。
- 運動控制與工藝設定問題:
- 烙鐵頭抬起速度(Z軸速度)過快:焊錫還未來得及依靠表面張力回縮,就被快速分離的動作物理拉斷。
- 焊接角度不佳:烙鐵頭與PCB的夾角不合適,影響熱傳遞和焊錫流走路徑。
- 助焊劑噴涂問題:選擇性波峰焊或需要額外助焊的場合,助焊劑噴涂量不足或霧化不良,導致去氧化能力弱。
二、 專業處理方法與優化步驟
針對上述原因,可以采用系統性的方法進行排查和解決。建議遵循從易到難、從參數到硬件的順序進行調整。
第一步:檢查并優化核心工藝參數
1. 溫度校準與調整:使用高精度測溫儀校準烙鐵頭實際溫度。在確保不損傷元件和PCB的前提下,適當提高烙鐵頭設定溫度(通常建議在焊錫熔點以上50-120°C范圍優化)。對于大型焊點或散熱快的元件,需同步檢查并提高預熱臺溫度。
2. 優化送錫程序:精確控制送錫量,遵循“少錫多次”原則。調整送錫結束到烙鐵頭開始抬起的“延時停留時間”(通常0.1-0.5秒),讓焊錫充分浸潤。確保送錫嘴位置精準,對準烙鐵頭斜面。
3. 調整運動軌跡:適當降低烙鐵頭完成焊接后的抬起速度,給焊錫一個自然回縮的時間。優化烙鐵頭的接觸角度,通常與PCB呈30°-60°角為宜。
第二步:檢查與維護設備及耗材
1. 烙鐵頭的保養與更換:建立定期保養制度。每日工作前用濕潤的專用海綿或鋼絲清潔器清理烙鐵頭,并在其表面上一層新錫保護。對于已嚴重氧化或形狀磨損的烙鐵頭,應立即更換。選擇與焊點匹配的正確形狀(如刀形、圓錐形)的烙鐵頭。
2. 確保材料質量:使用符合標準、質量穩定的焊錫絲(如Sn63/Pb37或無鉛SAC305系列)。檢查PCB和元件的存儲條件與有效期,對于可焊性可疑的物料,進行清潔或預上錫處理。
第三步:完善工藝與環境控制
1. 標準化作業流程:制定詳細的焊接工藝卡片(SOP),明確每個產品的溫度、時間、送錫量等關鍵參數,并培訓操作人員嚴格執行。
2. 環境控制:避免在通風過強或溫度波動大的環境中操作,防止焊點過快冷卻。保持工作區域的清潔,防止灰塵污染焊點。
3. 引入視覺檢測與反饋:對于高要求產品,可在產線上設置自動光學檢測(AOI)點位,實時發現拉尖缺陷,并快速反饋調整工藝參數。
****:自動焊錫機焊點拉尖是一個典型的工藝問題,其解決需要綜合性的視角。通過科學地分析溫度、時間、材料、運動等關鍵變量,并建立規范的設備維護和工藝管理體系,可以有效地消除拉尖缺陷,從而實現穩定、高效、高質量的自動化焊接生產。當問題出現時,建議采用控制變量法,一次只調整一個參數并進行記錄和對比,以最快速度定位根本原因。
如若轉載,請注明出處:http://m.lygoy.cn/product/302.html
更新時間:2026-02-23 23:22:01